

















| Avsluta | Zinkpläterad |
| Mätningssystem | Metrisk |
| Ansökan | Tung industri, detaljhandelsindustri, allmän industri |
| Ursprungsort | Kina hebei |
| Standard | DIN ASTM BSW GB |
| Produktnamn | Nit |
| Material | Kolstål, rostfritt stål |
| förpackningssätt | Kartong eller enligt kundkraven |
| sändningshamn | Tianjinhamn |
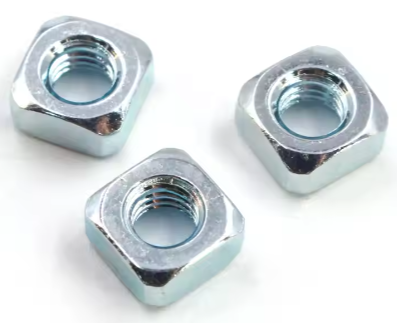
Introduktion till nötter
Nitmutter är en typ av mutter som är speciellt utformad för tunna plattor eller plåt, med en cirkulär form och präglade tänder och styr spår i ena änden. Dess arbetsprincip är att trycka på de förinställda hålen i plåt genom präglade tänder. Eftersom diametern på de förinställda hålen är något mindre än den för de präglade tänderna på nutnmuttern, appliceras trycket för att pressa blommtänderna på nutmuttern i plattan, vilket orsakar plastisk deformation runt de förinställda hålen. Det deformerade objektet pressas in i styrspåret och ger därmed en låseffekt. Det finns ingen enhetlig nationell standard för denna typ av mutter, som vanligtvis används i chassi och skåp, plåtindustri. Enligt olika användningsmiljöer kan rivetmuttrar delas upp i S-typ för snabb skärande stålnötter, CLS-typ för nötter i rostfritt stål, SP-typ för nötter av rostfritt stål och CLA-typ för koppar- och aluminiumnötter. Specifikationerna sträcker sig vanligtvis från M2 till M12. Tillämpningsfördelarna med nutnötter inkluderar att hålla baksidan av brädet helt spolning, vilket gör det särskilt användbart i applikationer som kräver att man upprätthåller estetik eller funktionalitet. Dessutom uppnås anslutningsmetoden för rivetmuttern genom nitprocessen, som är en metod för plastisk deformation av kroppsmaterialet under yttre tryck och pressar den till en speciellt utformad prefabricerad spår i mutternstrukturen och därigenom uppnår en tillförlitlig koppling mellan de två delarna. På grund av de olika användningarna av nötter i varje bransch kan deras namn variera något. Oavsett om det är inom elektronik, maskiner eller medicinsk utrustning, spelar nötter en avgörande roll i tillverkningen
De viktigaste användningarna av nötter inkluderar följande aspekter:
1. Thin Sheet- eller Sheet Metal Applications: Nitnötter används huvudsakligen på tunna ark eller plåt, med en cirkulär form och präglade tänder och styrspår i ena änden, lämpliga för att fästa olika metallplåtar och rör.
2.Lektronisk mekanisk utrustning: Nitbultar används ofta i elektronisk mekanisk utrustning, metallplåtindustriprodukter, metallstämpel, kopparaluminiumplast och andra material. De pressas in i produktmaterialmatrisen genom stämpling eller andra metoder för att uppnå en fästeffekt.
3. I fälten för bilar, luftfart, etc. används nötter i stor utsträckning i montering av elektromekaniska och lätta industriprodukter som bilar, luftfart, järnvägar, kylning, hissar, switchar, instrument, möbler, dekoration etc., löser problemen med att smälta metallark och tunna rörmöten och enkla weld -avfall.
4. Precision Electronic and Electrical Products: Nitmuttrar har egenskaperna för att vara små och känsliga, allmänt använda i precisionslektroniska och elektriska produkter eller precisionsutrustning, med hög vridmomentmotstånd, bekväm utrustning och endast kräva nitning.
5.SaSy installation: Installationsmetoden för nötter är enkel. Sätt bara in muttern i hålet på metallplattan och använd trycket för att uppnå den starka inbäddningsfunktionen. Det är lämpligt för att fästa olika tjocklekar på plattor och rör (0,5 mm-6 mm).
Sammanfattningsvis spelar rivetnötter en viktig roll i industriell produktion och vardagsliv på grund av deras unika installationsmetod och breda applikationsfält.
Applikationsfördelar
1. Bakstödets baksida förblir helt flush;
2. Små och utsökt, lämplig för alla elektroniska eller precisionsanordningar;
3. Högt motstånd mot vridmomentresistens;
4. Konvenast utrustning, endast enkel nitning behövs;
5.Standardisering kan uppfylla olika designkrav.
installera
Applikationsteknikhandbok:
1. S Series -nitmuttrar är gjorda av enkla att klippa järn och genomgå värmebehandling innan de behandlas, medan CLS -serien Nitnötter är gjorda av enkla att använda och enkla att skära rostfritt stål utan ytbehandling.
2. Hårdheten hos stålplattor med låg kolhalt måste vara mindre än 70RB, och hårdheten hos rostfritt stålplattor måste vara mindre än 80RB.
3. Lagligen för olika tjocklekar på brädor, med en minsta tjocklek på 0,8 mm. Vid användning måste svansnumret Z motsvarande storlek A bestämmas baserat på brädans tjocklek och mutterspecifikationer. Användare kan välja prover och göra beställningar enligt svansnumret i tabellen baserat på brädets tjocklek;
4. Enligt öppningsstorleken krävs exakt kontroll. Bearbetning bör utföras med en tolerans på 0-+0,075 mm, företrädesvis stansning. Muttern bör i allmänhet installeras från den "kopplade" ytan på plattan. Installationsprocessen uppnås vanligtvis genom "nitande" operationer och får inte påverkas eller slås in.


")
")


Artikel Anslutande mutter Applicering Tung industri, allmän industri, fordonsindustrin Material Kolstål, rostfritt stålstorlek M6 M8 M10 M12 M16 Packningskartonger och pallar eller enligt kundens krav Fördelar: Fabriksdirektförsäljning och konkurrenskraftig prisleveransmetod: Air, Sea eller Express, som EMS, UPS, TNT etc.
Produktnamn nötter storlek M1-M16, eller icke-standard som begäran och designmaterial rostfritt stål, legeringsstål, kolstål, mässing, aluminium och så på klass 4.8,8,8,10.9,12.9.etc standard GB, din, ISO, ANSI/ASTM, BS, BSW, Jis osv. ISO9001, IATF16949, ISO14001, etc.

Hexagonal självstödande skruvdiameter: 4,8 mm, 5,5 mm, 6,3 mm (10#, 12#, 14#), etc. Längd: 16-300mm Material: kolstål, rostfritt stål, etc. Finish: Vit zinkpläterad, gul zinkpläterad, blå zinkpläterad, etc.

Artikel 8.8 Hög dragkraft Black Oxide Flat Wasker Finish Black, Zink, Plain Style Plat Wasker Material Rostfritt stål, Stålapplikation Tung industri, detaljhandelsindustrin, Allmän industrin HEB HEB Modell nummer 6-30 Standard DIN MATERIAL ROUSSS STÅL , KONBART STÅLT Behandling Vit Zink. Gjup zink. HDG MOQ 5000PCS Grad 4.8/ 8.8/ 10.9/ 12.9 ECT

Produktnamn Expansion Anchor Fraktadress Kina Finish WZP, Blue ZP, etc. MOQ 10000st Material Kolstål eller anpassad standard DIN GB, etc Size M4 M5 M8 eller anpassad

Standard GB, DIN, ISO, JIS-storlek M3-M50 eller icke-standard som begäran och designmaterial Kolstål, rostfritt stål, legeringsstål etc. Grad 4.8 / 6.8 / 8.8 / 10.9 / 12.9, A2-70 / A4-80 Packingbox, kartong- eller plastpåsar, sedan lägg på pallar eller enligt efterfrågan på kunderna

Material: Nylon/PVC/PU/kolstål/rostfritt stål Plats: Handan, China Tyle: styv, svängbar, svängbar och styv, plattanvändare Användning Bred användning förpackning och leveransförpackning Detaljer Caster -hjul, alla varor Simple Pack i kartongen med polyväska eller som kundens förfrågan Anpassad support, ODM, ODM

Produktnamn U-BOLT-paketväska / Box Grade 4.6,4,8,5,6,6,8,8,8,9,8,10,9,12,9, etc. tillgängligt material 304 Rostfritt stål, plast, mässing, kolstål, titan, aluminium, etc. Anpassad service tillhandahållen kvalitetskontroll ISO -standard, 100% hela intervallinspektion genom produktionscertifikatet ISO9001, ISO14001, IATF16949, ROHS, etc.

Typ: Scissor Jack, användarbil Jack Ursprungsort: Handan, Kina Material: Rostfritt stål, kolstål Användning vid bred användning förpackning och leveransförpackningsinformation Caster -hjul, alla varor Simple Pack i kartongen med polypåse eller som kundens begäran

Produkthjul / luggmutter Standard ASTM / ANSI / ISO / DIN Material Kolstål, rostfritt stål, Alloy Steel Mark Enligt kundens krav Storlek Alla storlek Paketkartonger och pallar eller enligt kundens krav.

Artikelvärde finish zink, vanligt material rostfritt stål, stålplats för Kina Guangdong varumärke Yufu Model nummer 20231214 Standard DIN Produktnamn Bolt Standard DIN933/ ISO/ Anpassad klass 4.8/ 8.8/ 10.9/ 12.9 Ect Color Anpassade färger MOQ 1000PCS Applikationsindustri Storlek Anpassad storlek Certifikat ISO9001: 2015 Leverans Tid 7-15 Arbetstid Porten Port Shen Porten Porten Port Porten Port Port Port Port Port Port Porten Porten Porten Porten Porten Porten Porten Porten Porten Porten Porten Porten Porten Porten Porten Porten Porten Porten Porten port

Ett gångjärn är en mekanisk anordning som används för att ansluta två fasta ämnen och möjliggöra relativ rotation mellan dem. Det består vanligtvis av rörliga komponenter eller fällbara material. Huvudfunktionen för gångjärnet är att hjälpa till med öppning och stängning av skåpet genom att ansluta det roterande paret så att dörren eller täcken kan svänga på den fasta ramen. Enligt olika installationspositioner kan gångjärn delas upp i dörrgångjärn och skåp gångjärn. Dörrledningar används för att låta dörrarna rotera naturligt och smidigt för att öppna och stänga, medan skåp gångjärn har fler funktioner och mönster, såsom roterande 360 grader, justera klyftan mellan dörrarna upp, ner och vänster och höger.













{kind=link}
{kind=link}
{kind=link}